




C'est quoi ? Le PVC
Le PVC (Polychlorure de Vinyle),
Le PVC est la seule matière plastique provenant majoritairement d’origine minérale : Le sel de mer (ressource inépuisable).
Matières premières : Sel de mer (57%) / Ethane (43%) Composition chimique : Chlorure de sodium (57%) / Ethylene (43%)
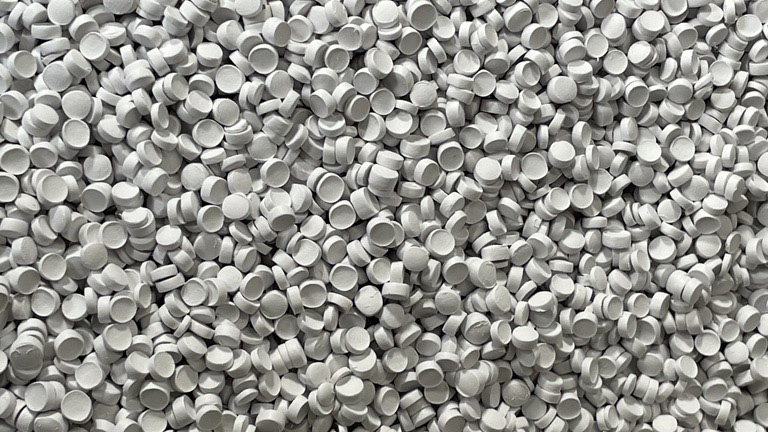
Pour améliorer les propriétés chimiques et mécaniques de cette résine, sont ajoutés des additifs et des charges pour obtenir un Dry Blend plus résistant aux Ultraviolets, chocs, chaleur, etc..
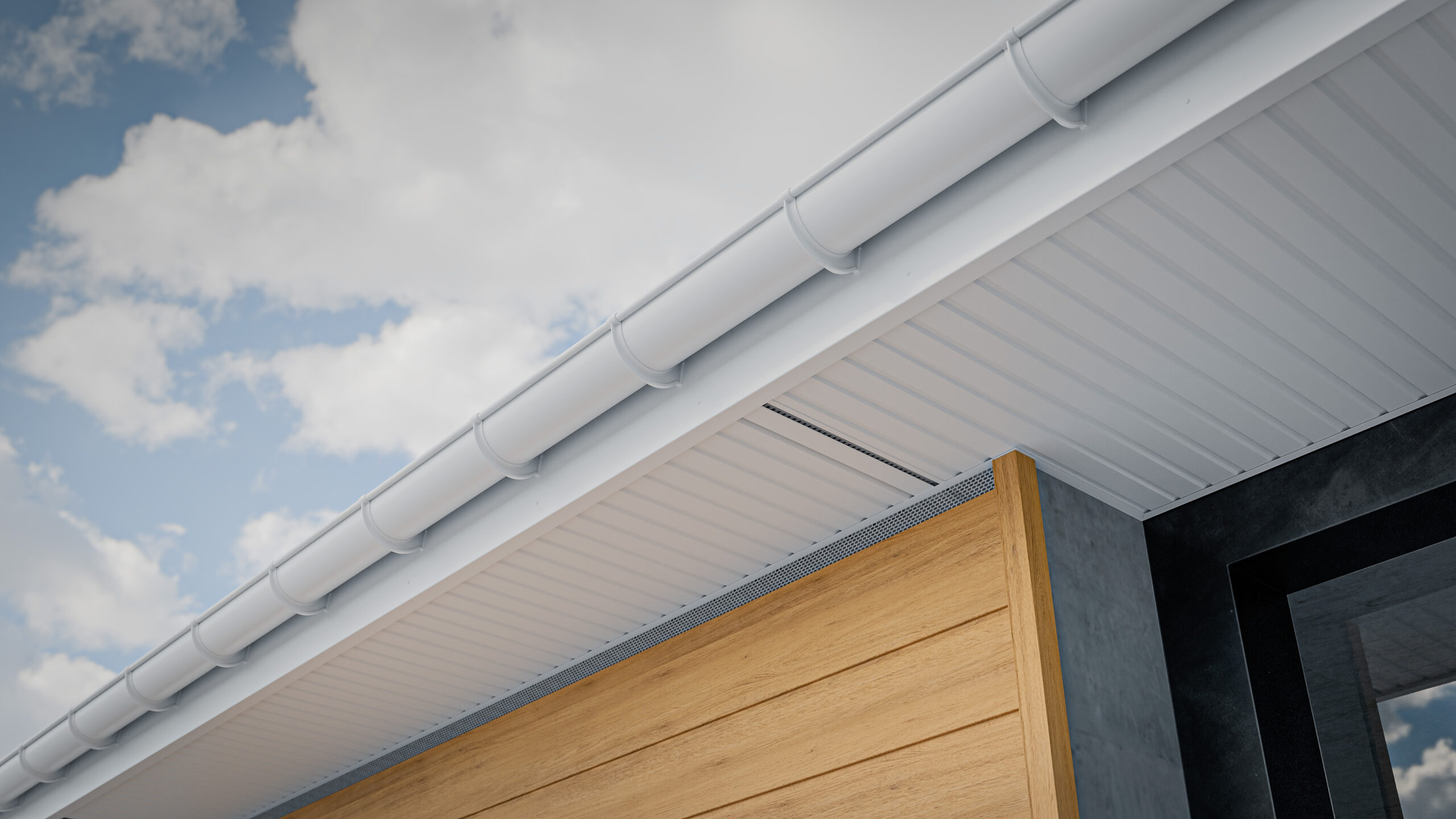
Le matériau ainsi obtenu présente, entres autres, les avantages suivants :
- Ne libère aucune émanation pouvant nuire à la santé,
- Stable et durable en utilisation extérieure, il est résistant à l’usure du temps et aux intempéries
- Performant à la réaction au feu, s’enflamme difficilement et propage peu les flammes (classe M1)
- Imputrescible, il ne nécessite pas d’entretien particulier,
- Recyclable à 100% (nos usines réutilisent les déchets de fabrication. Le matériau permet de fabriquer plusieurs produits sur son cycle de vie).
Propriétés
Rigidité
Résistance à l'acide
Imperméabilité
La transformation du PVC
L’extrusion thermoplastique est une technique de transformation d’une matière Dry Blend (poudre) ou Compounds (granulés) sous contraintes thermiques (150-205° pour le PVC rigide , 180- 195° pour le PVC souple) et mécaniques, en un produit continu ayant un profil déterminé obtenu à travers un outillage nommé filière.
Pour information, les autres techniques de transformation du PVC :
- Injection/moulage (150-205° pour le PVC rigide , 180- 195° pour le PVC plastifié)
- soudage (200-220°)
- Enduction (dilution dans un solvant de PVC plastifié à température ambiante) : obtention de revêtement similicuir, nappes, fils.
- Trempage (dilution dans un solvant de PVC plastifié à température ambiante ) : fabrication de gants
- Projection (dilution dans un solvant de PVC plastifié à température ambiante) : projection par pistolet

APPORT CALORIFIQUE
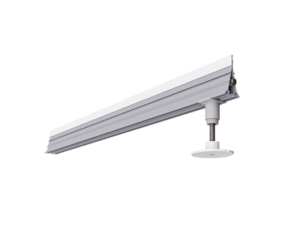
Notre spécialité : l’extrusion thermoplastique
Dans l’extrudeuse, sous l’action combinée de la rotation de vis sans fin et d’un apport calorifique, la matière dite « gélifiée » (état pâteux) est poussée vers la filière. Le profil alors chaud, est maintenu en forme par des conformateurs puis refroidi pour le rigidifier et obtenir les côtes définitives. Il est entraîné au moyen d’un dispositif de tirage et réceptionné après coupe à longueur en barres ou bobines.

{kind=link}
{kind=link}